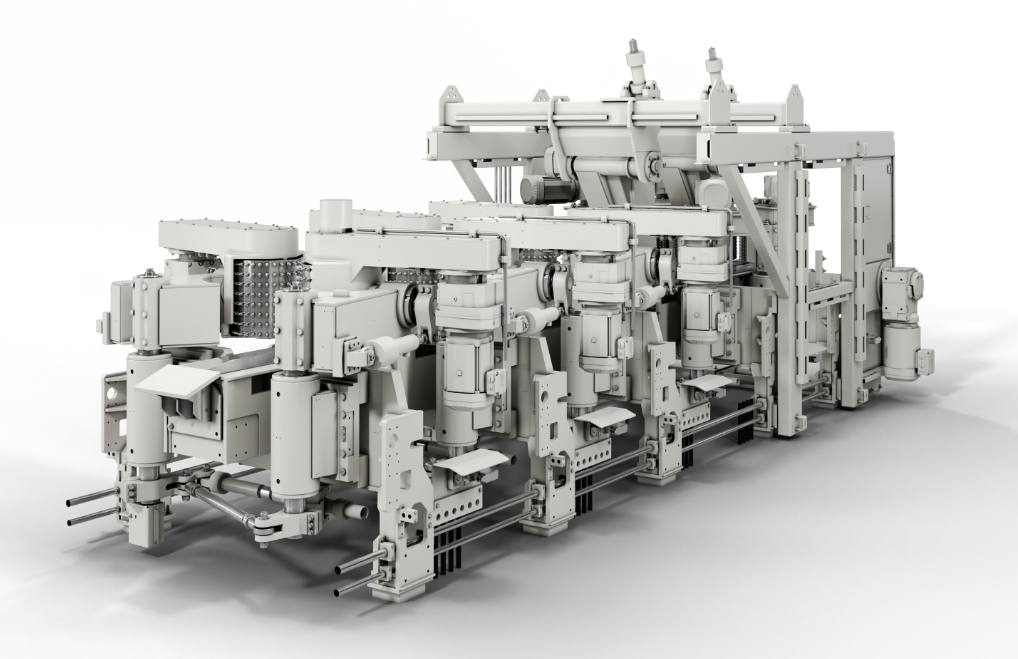
Inmatnings- och centrerenhet EV/EVP
Inmatnings- och centrerenheten som placeras framfor reducerarna har en mycket viktig roll för att säkerställa högsta möjliga noggrannhet vid inmatning av stockar och block till två av såglinjens viktiga huvudmaskiner.
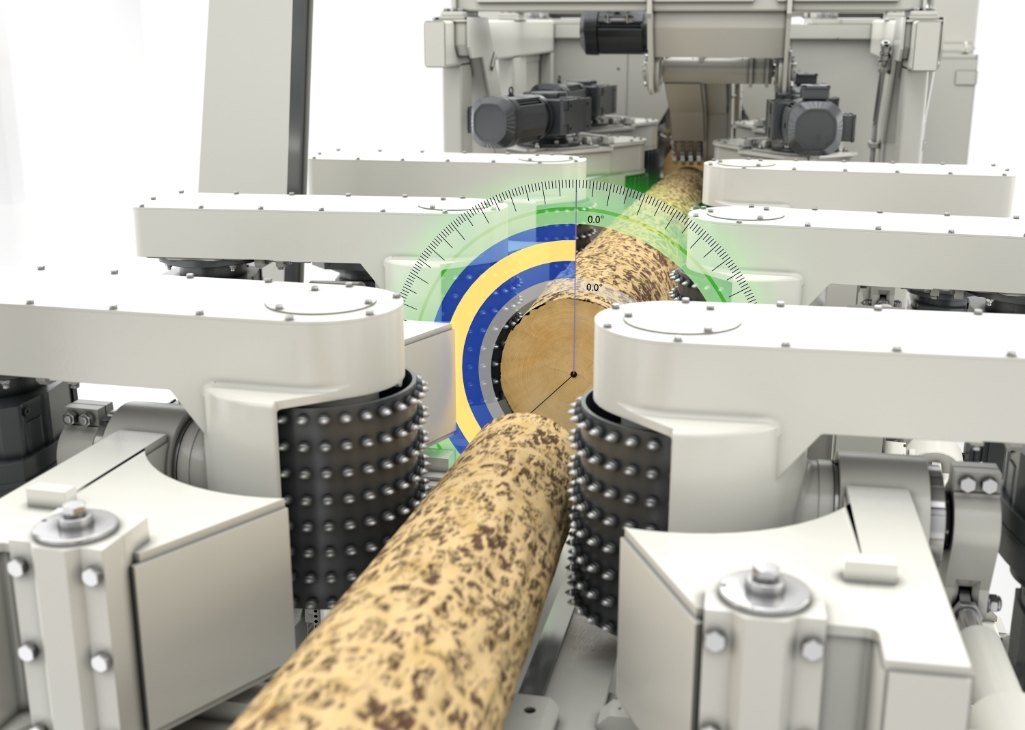
Exakt invridning – Exakt inläggning
Rundvridningens noggrannhet är avgörande för ett optimalt trävaruutbyte. Data från ett 3D-mätsystem samt postningsbilderna används för att bestämma vridningsvinkeln som sedan realiseras med en noggrannhet av S = ± 6°. Rundvridningen kompenserar också för negativa påverkningar som kan komma från stockens form så som t.ex. bulighet, ovalitet osv.
Eventuella fel i rundvridningen får stora konsekvenser i form av utbytesförluster. Därför är det mycket viktigt att ha exakt kontroll av stockens position, ingående vridvinkel, rundvridningsprocessen enligt den bräknade målvinkeln och exakt inmatning i reduceraren. Två eller tre par invridningsvalsar säkerställer en kontrollerad rundvridningsprocess även i höga hastigheter och med korta stockar.
Inmatningssystemet kan även levereras med i sidled positionerbara valsar (EVP) som möjliggör en parallellförskjutning eller diagonal inmatning av stockar och block.

Rundvridning & stockmatning
Efter ingångsmätningen skapas en 3D modell av stocken för att hitta den optimala postningsbilden för ett maximerat volym- och/eller värdeutbyte. Beroende på stockens läge och yttre form beräknas sedan den optimala vridvinkeln för inmatning i första reduceraren.
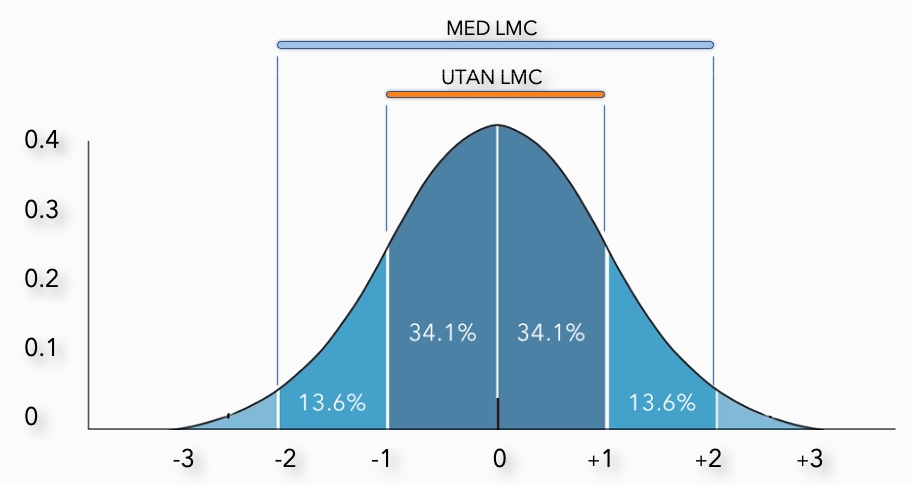
Invridningsnoggrannheten är avgörande för alla efterföljande processer i såglinjen och förbättras ytterligare genom att följa stockens rörelser och i realtid styra vridprocessen genom LINCKs LogMotionControl (LMC). Med det systemet kan man garantera att ett större antal stockar (2S) når den angivna målvinkeln för invridningen.
Inläggning & parallelförskjutning
Vid inläggningen i den andra reduceraren bestäms för varje block, om det linjeras i mitten, ur mitten, diagonalt eller längs en beräknad kurva. Individuellt ställbara valspar leder sedan blocket genom andra reduceraren och skapar en kurva med en definierad radie, flera radier på samma block eller även S-kurvor.
LINCK Spline kurvsågning
LINCKs Spline kurvsågning är en aktiv kurvsågningsprocess som höjer utbytet ur varje stock avsevärt. Teknologin bygger på ett samspel mellan mekaniskt fullt flexibla anordningar av matarverk framför och efter huvudmaskinerna och individuell styrning av varje enhet.
Alla valspar ställs individuellt i position och flyttas enligt den beräknade kurvan medan blocket matas genom maskinen. På så sätt träffar man i tangenten av det skärande verktyget, i det här fallet reduceraren.
Samma kurva upprepas sedan i de efterföljande maskinerna vid profilering av delningsbrädor och i själva delningssågen för att separera centrum- och sidoutbytet.
![]()